



Flex-Hone
Roessler Handels KG
Dorfstraße 77
9552 Steindorf am
Ossiacher See
Tel: +43 (0) 720 / 316 111 12
Fax: +43 (0) 720 / 316 111 11
Mobil: +43 (0) 664/226 95 75
Email: office@flex-hone.at
webdesign by elite-design
Flex-Hone - die Idee Früher haben Untersuchungen gezeigt, dass beim Honen, soweit man es als Endbearbeitung einsetzt, die besten Resultate erhält, wenn die Honsteine flexibel, z.B. auf einer Korkunterlage, an die zu bearbeitende Fläche angepresst werden. Flex-Hone gewährleistet einen flexiblen Anpressdruck durch die Nylonborsten. Aber es ergibt sich noch ein weiterer nützlicher Effekt: Hat der zu honende Zylinder Querbohrungen, Nuten, Abstufungen oder ähnliches, so dringen die Schleifmittelkugeln in die Vertiefungen ein, entfernen auch an sonst schwer zugänglichen Stellen den Grat und verrunden die Kanten. Weitere Vorteile des flexiblen Werkzeuges, wie z.B. die Anpassung an ovale, gestufte oder konische Bohrungen sowie nicht zuletzt die Unzerbrechlichkeit, sind jedem sofort klar und brauchen eigentlich gar nicht eigens erwähnt zu werden. |
|
| Wie arbeitet man mit Flex-Hone? Zur Einfachheit des Werkzeuges kommt bei Flex-Hone die Problemlosigkeit seiner Bedienung. Für die Anwendung dieses Hon- und Entgratungsverfahrens bedarf es im allgemeinen weder einer Schulung noch komplizierter Maschinen. Mit einer Handbohrmaschine kann jeder Fachmann in allen Fällen Flex- Hone erfolgreich einsetzen. In der Serie kann mit Honmaschinen oder Automaten gearbeitet werden. Flex-Hone wird rotierend in die Bohrung eingeführt. Dabei ist darauf zu achten, dass die gewählte Größe einerseits einen ausreichenden Anpressdruck der Kugeln garantiert, andererseits diese aber nicht so weit in eventuelle Querbohrungen oder Durchbrüche gelangen, dass sie abreißen könnten oder gar die Nylonfäden an der Zylinderwand schleifen. Die Drehzahl wird dem Durchmesser angepasst, so dass sich in Verbindung mit der Hubbewegung ein gleichmäßiger Kreuzschliff ergibt. Nach Möglichkeit wird nass gearbeitet. Dabei findet Honöl, Petroleum oder auch Bremsflüssigzeit Verwendung. Hierdurch wird das Honbild verbessert und die Lebensdauer der Flex-Hone-Werkzeuge erhöht. Auf keinen Fall darf Lösungsmittel benutzt werden, weil davon die Nylonfäden angegriffen werden. Die Bearbeitungszeit ist sehr kurz: nur wenige Hübe, eventuell einmal mit rechtsdrehendem und einmal mit linksdrehendem Werkzeug, bringen das gewünschte Ergebnis. |
 |
 |
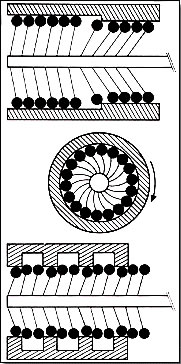
Was erreicht man mit Flex-Hone? Über das Entgraten haben wir bereits gesprochen: Flex-Hone entfernt den Grat bei allen üblichen Werkstoffen. Lediglich wenn ein starker Grat bei Edelstahl auftritt, kann es Probleme geben: Der Grat wird hier eventuell nur hin- und hergebogen, ohne jedoch abzureißen. Wie wirkt sich nun das Honen auf die bearbeitete Bohrung aus? Die Makrogeometrie des Zylinders wird praktisch nicht mehr verändert, d.h., er behält seine vorherige Form; der Materialabtrag ist nur sehr gering (im µ Bereich). Dafür ist der Effekt auf die Oberfläche um so größer. Glattgelaufene Zylinderoberflächen werden wieder aufgeraut, so das der Ölfilm Haftung findet, fein gebohrte oder vorgehonte Oberflächen werden veredelt, indem die Bearbeitungsspitzen abgetragen werden und so z.B. Kolbenringe von Anfang an auf einer größeren Fläche tragen. Diese Endbearbeitung nennt man ,,Plateau-Finish". Gerade beim Honen mit herkömmlichen starren Honahlen besteht häufig das Problem der sogenannten ,,Blechmantelbildung". Durch den hohen unflexiblen Anpressdruck wird Material nicht immer abgetragen, sondern verschoben. Bearbeitungsspitzen werden häufig einfach umgebogen. Dies geschieht vor allem auch beim Rollen von Bohrungen. Gerade dann scheint eine Oberfläche oft sehr glatt zu sein und eine Rauhigkeitsmessung bestätigt diesen Eindruck auch. In Wirklichkeit sind aber nur umgebogene Spitzen oder verschobene Materialschichten wie ein Blechmantel in der Bohrung. Bei mechanischer Belastung lösen sich Partikel ab und führen schnell zu erhöhtem Verschleiß und mitunter zu verheerenden Fressspuren im Zylinder. Flex-Hone aber ist in der Lage, in einer Endbearbeitung auch solche Flächen zu ,,sanieren": es trägt den Blechmantel ab und hinterlässt wieder die gewünschte Oberfläche mit den Plateaus. |
Für welche Arbeiten kann Flex-Hone eingesetzt werden? Aus den beiden Hauptanwendungsgebieten 1. Entgraten 2. Oberflächenverbesserung ergibt sich eine Vielzahl von Anwendungsmöglichkeiten: überall da, wo Bohrungen hergestellt oder überarbeitet werden, entsteht ein Grat. Dieser wird auch heute noch oft in Handarbeit entfernt. Flex-Hone garantiert eine schnelle und gute Lösung. Auch scharfe Kanten werden verrundet, was z.B. bei den Kanälen von Zweitaktzylindern wichtig ist. Generell findet daher Flex-Hone Verwendung im Hydraulik- und Pneumatikbereich. Zylinder, Steuerventile und viele andere Elemente lassen sich hervorragend bearbeiten. Die Verbesserung der Oberfläche durch das Plateau-Finish ist vor allem da wichtig, wo mechanische Bewegungen die Flächen beanspruchen. Ob es nun um Manschetten in Hydraulikzylindern oder um Kolbenringe in Motorenzylindern geht, immer kann der Verschleiß durch eine gute Oberfläche mit hohem Traganteil deutlich reduziert werden. Aber auch glattgelaufene Zylinder erhalten beim Wechsel der Kolbenringe mit Flex-Hone wieder einen Kreuzschliff und sind damit wieder voll einsatzbereit. Immer wieder hat man Neufahrzeuge oder solche mit Tauschmotoren bzw. überholten Motoren, bei denen ein überhöhter Ölverbrauch zu beanstanden ist. Dieser ist dann meist auf eine unzulängliche Zylinderoberfläche mit zu geringen Traganteil zurückzuführen. Eine kurze Nachbearbeitung mit Flex-Hone löst das Problem. |
 |