



Flex-Hone
Roessler Handels KG
Dorfstraße 77
9552 Steindorf am
Ossiacher See
Tel: +43 (0) 720 / 316 111 12
Fax: +43 (0) 720 / 316 111 11
Mobil: +43 (0) 664/226 95 75
Email: office@flex-hone.at
webdesign by elite-design



|
|||||||||||||||||||||||
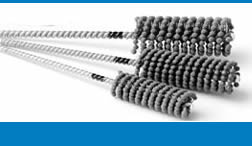
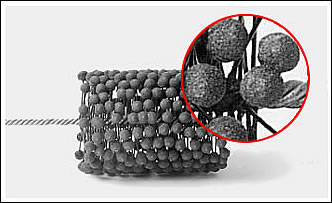
| Flex-Hone Bewährtes Werkzeug zum Honen, Plateauhonen und Entgraten für Hydraulik, Pneumatik und andere Industriebereiche - zur Fertigung und Instandsetzung von Motorzylindern. Technisch durchdachtes Prinzip für vielseitigen Einsatz Flex Hone-Werkzeuge sind durch ein ausgeklügeltes technisches Prinzip vielseitig einsetzbar. Grundlage der flexiblen Leistungsfähigkeit von Flex Hone sind Schleifmittel-Kügelchen, die dauerhaft an den Enden starker Nylonbürsten verankert sind. Diese kompakten, aber in sich flexiblen Werkzeuge erlauben eine gute Anpassung an die Zylinder. Doch nicht nur Zylinderformen, sondern auch konische oder ovale Formen bearbeitet Flex Hone mühelos. Kanten werden gebrochen, Blechmantelbildungen werden durch den flexiblen Anpressdruck vermieden - und wo sie durch andere Verarbeitungssysteme aufgetreten sind, durch Flex Hone leicht entfernt. Das patentierte Flex Hone - System ist ein Beispiel dafür, wie einfache, aber durchdachte Technik wirkungsvoll vielfältige Aufgaben wahrnehmen kann. Unkomplizierter Flex Hone-Gebrauch Flex Hone hat keine Steine, die zerbrechen können und erspart zeitraubende Durchmessereinstellungen. Flex Hone ist ein Spezialwerkzeug, das sich in jedes Maschinensystem integriert und darüber hinaus sogar mit einfachen Handbohrmaschinen voll einsatzfähig ist. Flex Hone wird rotierend in die zu honende Form ein- und ausgeführt und erzeugt bei gleichmäßiger Auf- und Abbewegung einen korrekten Kreuzschliff. Strapazierfähig bei gleichbleibender Qualität Jedes Flex Hone ist unzerbrechlich und übersteht selbst härteste Einsätze ohne Probleme. Das kommt vielen Betrieben zugute, die hohe Standzeiten einhalten müssen und dadurch zu häufige Werkzeugwechsel vermieden werden. |
|
||||||||||||||||||||||